Em termos de sistemas de aquecimento para diferentes indústrias, a marca SST criou um nicho com soluções inovadoras e energeticamente eficientes sistema de Água Quente com Bomba de Calor . Esses são sistemas muito eficientes e econômicos, que têm sido a escolha de nossos clientes atacadistas que desejam o melhor em termos de economia de dinheiro e tempo. Utilizando a mais recente tecnologia fabricada na Austrália e instalação fácil, as bombas de calor SST são a solução perfeita para empresários que buscam aquecimento econômico e ambientalmente seguro. Agora vamos explorar os detalhes específicos que tornam esses sistemas ideais para atender à crescente necessidade de alternativas verdes aos armazéns tradicionais.
Os sistemas de bomba de calor para água quente SST são projetados para fornecer sistemas de água quente sanitária a distribuidores e atacadistas de diversos setores. As bombas de calor para água quente SST utilizam a energia ambiental gratuita do ar e energia elétrica limpa para o aquecimento da solução de água quente sanitária. Utilizando as mais recentes tecnologias de condensação e patentes, esses sistemas oferecem modulação de até 1:10, atendendo confortavelmente às exigências de carga sem a necessidade de superdimensionamento e ciclagem excessiva, o que reduz a eficiência e a vida útil. Na atual era de crescente conscientização ambiental, as empresas estão adotando os sistemas de água quente por bomba de calor SST como um investimento inteligente em um amanhã mais sustentável. Esses sistemas não apenas reduzem as emissões de carbono, mas também ajudam as empresas a economizar com custos energéticos a longo prazo.

Os sistemas de aquecimento de água por bomba de calor SST são baseados na tecnologia de bomba de calor mais avançada, garantindo durabilidade e desempenho. Com as tecnologias de aquecimento mais recentes e aprimoradas, a SST fabrica sistemas eficientes, robustos e duradouros. Tudo isso significa que compradores atacadistas podem contar nos sistemas de aquecimento de água por bomba de calor SST para fornecer uma solução de aquecimento constante e confiável para seus negócios, independentemente do setor específico. Qualidade e inovação estão no cerne da SST, e garantem que cada sistema seja construído com os mais altos padrões de desempenho e confiabilidade, proporcionando às empresas a segurança de terem um parceiro de aquecimento em quem possam confiar.

Algo que agrega valor às opções de sistemas de aquecimento de água por bomba de calor SST é que a instalação é simplificada, tornando fácil integrá-los em negócios já existentes. Com uma equipe que já viu de tudo no mundo dessas operações, você pode ficar tranquilo de que o sistema de controle da sua operação será instalado e colocado em funcionamento com rapidez e com pouca ou nenhuma interrupção nas atividades. Isso significa que os atacadistas podem começar imediatamente a aproveitar as eficiências e economias aprimoradas oferecidas pelos sistemas de aquecimento de água por bomba de calor SST, sem demora. Com foco na facilidade de instalação, a SST está ajudando as empresas a adotarem uma solução de aquecimento mais sustentável e ambientalmente amigável.
A necessidade de alternativas verdes nunca foi tão relevante quanto no mundo atual, com as empresas cada vez mais em busca de novos métodos de economia de energia que possam ajudar a reduzir sua pegada de carbono. A SST apresenta sistemas de aquecimento de água por bomba de calor desenvolvidos para atender a essa crescente demanda por sustentabilidade, com uma solução econômica e ecológica! Ao adquirir novos sistemas de aquecimento de água por bomba de calor da SST, os compradores não só podem economizar com os custos energéticos, como também ajudar a proteger o meio ambiente, deixando uma pegada menor. Ao utilizar soluções SST, as empresas podem adaptar suas operações a conceitos verdes e se diferenciar como líderes industriais conscientes do meio ambiente.
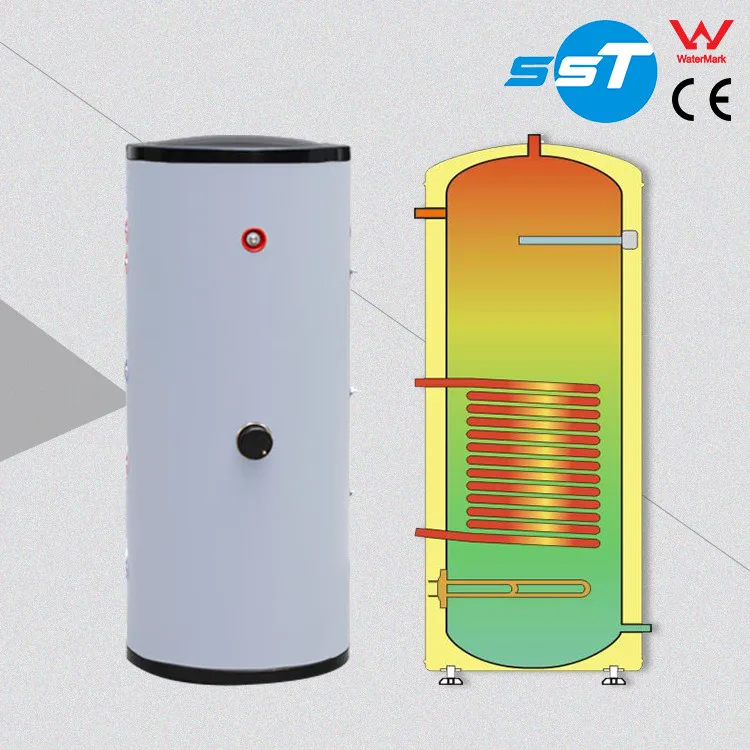
A SST possui certificações CE, CB, ERP e CE para o mercado europeu. A certificação Watermark destina-se ao mercado australiano, a UL ao mercado norte-americano, a KTW à norma alemã para água potável e a WRAS à norma britânica para água potável. Atualmente, nossos reservatórios de água conseguem atingir uma perda térmica da classe A+. Além disso, o sistema de aquecimento por bomba de calor SST é certificado conforme as normas ISO 9001, ISO 14001 e ISO 45001, bem como todos os demais materiais empregados.
o sistema de aquecimento de água por bomba de calor possui um laboratório em aço inoxidável para testar matérias-primas. O laboratório oferece análises de componentes das matérias-primas e ensaios espectrográficos, o que garante que nossas matérias-primas estejam em conformidade com as normas e requisitos RoHS; ensaio de corrosão por pontos para avaliar a resistência à corrosão de diferentes produtos em aço inoxidável; ensaio metalográfico para verificar alterações na composição da microestrutura após a soldagem; e ensaios de tração para determinar resistência, tenacidade e fadiga. Também realizamos ensaios de fadiga e de pressão em cada tanque, para garantir que atendam aos requisitos RoHS.
Os produtos incluem acessórios para sistemas solares, tanques de recuperação de calor, sistemas de aquecimento de água a bomba de calor, tanques de água quente, caldeiras a gás e tanques de água a bomba de calor. A SST também oferece uma linha de produtos de aço inoxidável que inclui cilindros de armazenamento de água, cilindros de água e sistemas solares. A SST oferece serviços ODM e OEM, 20 engenheiros de tecnologia e P&D, seis linhas de produção automatizadas para garantir que a qualidade do solda seja alta e eficiente.
sistema de aquecimento de água por bomba de calor da Heating Energy Co., Ltd., fundada em 2006, é o maior fabricante e exportador de reservatórios de água personalizados em aço inoxidável e o fabricante mais experiente de reservatórios de água em aço inoxidável DUPLEX, com tecnologia líder de soldagem por topo na China. A SST recebeu mais de 50 patentes de invenção e de modelo de utilidade. A SST exporta reservatórios de água há mais de 18 anos, sendo a maior exportadora de reservatórios de água do país; sua área fabril ultrapassa 30.000 metros quadrados e sua produção mensal supera 10.000 unidades; perda térmica no aquecimento: classe A+.

 EN
EN
 CS
CS
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 IT
IT
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 SK
SK
 UK
UK
 HU
HU
 TR
TR
 GA
GA








