Energia a buon mercato: Miglioramento 1 - Ti sei mai chiesto come certi edifici mantengano un ambiente accogliente all'interno mentre fa un caldo torrido fuori o è gelido? Sono molto curioso anche io riguardo questa domanda! Perché coinvolgono anche le bobine di recupero del calore. In questa guida, discuteremo cosa fanno queste bobine e perché funzionano così bene.
C'è un requisito critico per le bobine di recupero del calore nei sistemi HVAC. Riscaldamento, ventilazione e condizionamento d'aria è ciò che si intende con HVAC. Questi sistemi sono progettati per regolare il calore all'interno e rendere gli edifici funzionali, garantendo che ci sia anche un flusso d'aria all'interno insieme a una segmentazione del condizionamento. Le bobine di recupero del calore sono progettate per recuperare parte del calore che altrimenti sfuggirebbe dal fumaiolo dell'aria calda quando si esce fuori. In questo modo, invece di sprecare quei BTU, può riscaldare l'aria fresca che entra dall'esterno. È la capacità di un edificio di funzionare con un consumo minimo di energia e fornire comfort termico all'interno.
Fornisce inoltre un risparmio di energia agli edifici utilizzando bobine di recupero del calore, rendendolo anche una soluzione economica. Nell'inverno, l'aria fresca esterna deve essere riscaldata a una temperatura gradevole all'interno prima di essere introdotta nelle case delle persone. Esistono altre fonti di calore, come i metodi tradizionali di elettricità o gas/olio, che possono essere costosi. Le bobine di recupero del calore offrono alcuni risparmi energetici parziali raccogliendo un po' del calore latente già presente nell'edificio e utilizzandolo nuovamente. In realtà, perché se le spese di energia diminuiscono a causa del minor bisogno di riscaldare l'aria e, nel complesso, gli edifici spendono meno. Non è questo ciò che tutti vogliono sentire?
Risparmi sul tuo conto della riscaldamento; Migliora il comfort per gli utenti (Gli occupanti dell'edificio possono utilizzare comodamente); Abbiamo bisogno di aria sana e pulita, tuttavia, poiché è necessario, abbiamo aria fredda o calda, prendiamo ad esempio prodotti naturali che mantengono tutti a temperatura ambiente. Un edificio può far entrare aria fresca attraverso bobine di recupero del calore, il che significa che sarà necessaria meno energia per riscaldare o raffreddare lo spazio. Tutto ciò aiuterà le persone a vivere un'esperienza più confortevole, con aria più pulita e un ambiente indoor complessivamente migliore.
Questo ha portato ad un uso più diffuso delle bobine di recupero del calore, poiché offrono un alto livello di efficienza. Sono efficienti, usano poca energia durante il funzionamento. Le bobine di recupero del calore negli impianti HVAC sono sempre vantaggiose in termini di risparmio energetico e sono ottimali per ridurre i consumi energetici non necessari. Nel frattempo, ci limitiamo ad aspettare e rimpiangere la mancanza di un nuovo gadget che aiuti a ridurre i gas a effetto serra, qualcosa che è nell'interesse di tutti.

In altre parole, l'architettura sostenibile significa semplicemente non costruire edifici NON sostenibili! Queste industriose bobine di recupero del calore sono fondamentali per qualsiasi progetto di edificio sostenibile, garantendo che l'energia preziosa non venga sprecata. Le bobine di recupero del calore HR nei sistemi HVAC riducono l'energia necessaria per riscaldare o raffreddare l'aria fresca che entra negli edifici, aumentandone così la sostenibilità. Questo li rende più eco-friendly e in questo modo possiamo tutti fare la nostra parte per il pianeta.
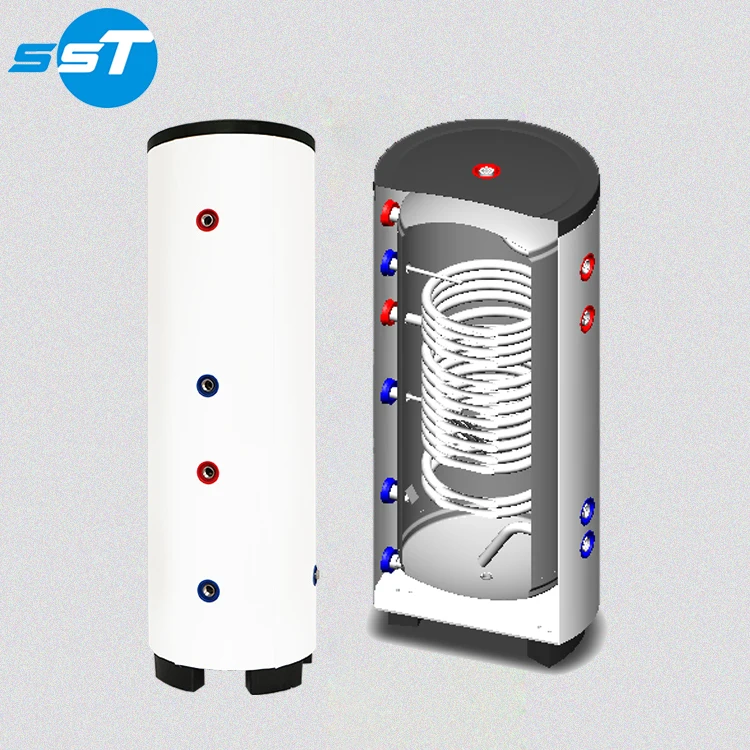
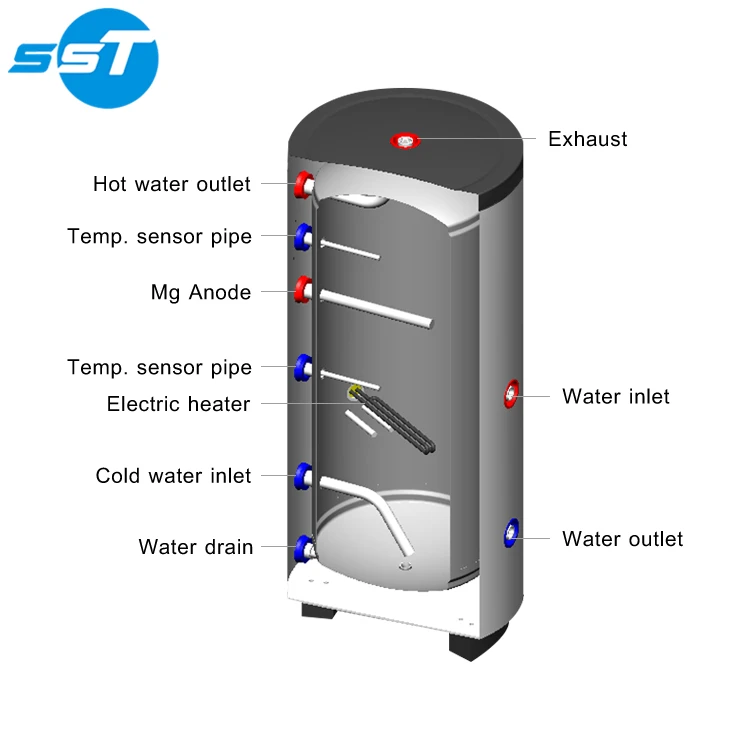
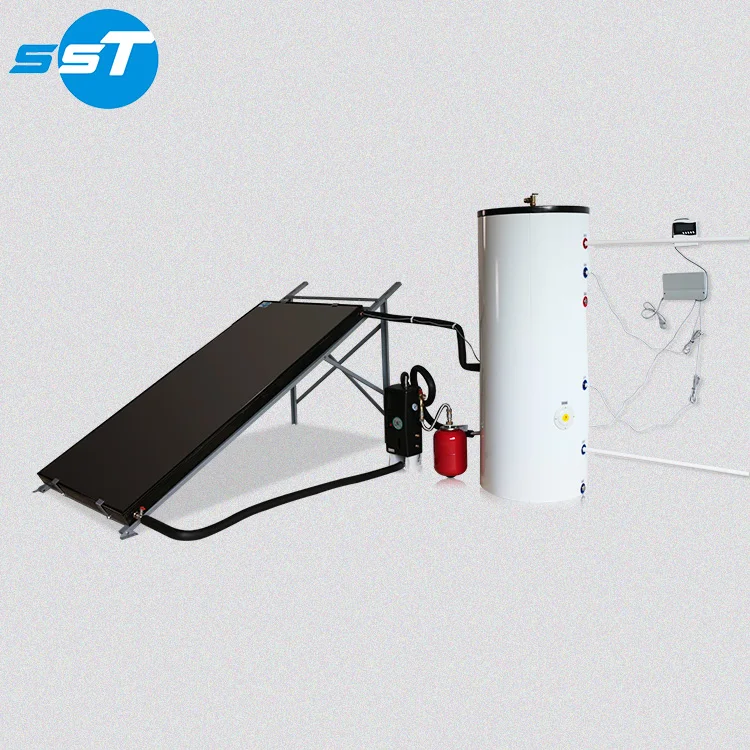
I prodotti includono: batterie di recupero del calore, serbatoi di recupero del calore, serbatoi di accumulo, serbatoi per acqua calda, caldaie a gas e serbatoi per pompe di calore. SST offre inoltre una vasta gamma di articoli in acciaio inossidabile, tra cui cilindri per acqua, serbatoi di accumulo e sistemi solari. SST fornisce servizi ODM e OEM, con 20 ingegneri specializzati in tecnologia e ricerca e sviluppo, nonché 6 linee di produzione automatiche che garantiscono qualità ed efficienza nelle saldature.
SST è certificata con i marchi CE, CB ed ERP, nonché con la certificazione CE per il mercato europeo. Il marchio Watermark è destinato al mercato australiano, UL a quello nordamericano, mentre KTW e WRAS rispondono agli standard britannici per l’acqua potabile. Le nostre batterie di recupero del calore sono in grado di raggiungere una classe di perdita termica A+. Inoltre, SST è certificata ISO 9001, ISO 14001 e ISO 45001, e tutti i materiali utilizzati sono conformi alla direttiva RoHS.
SST Heating Energy Co., Ltd è stata fondata nel 2006 ed è il più grande produttore ed esportatore di serbatoi d’acqua personalizzati in acciaio inossidabile. È inoltre il produttore con maggiore esperienza di serpentini per recupero di calore in acciaio DUPLEX, dotato della tecnologia leader in Cina. Detiene oltre 50 brevetti per invenzioni e modelli utili. Da oltre 18 anni SST esporta serbatoi d’acqua ed è il primo esportatore al mondo di tali prodotti. L’area dello stabilimento supera i 30.000 m² e la produzione mensile ammonta a 10.000 pezzi. La perdita termica raggiunge la classe A+.
SST dispone di un laboratorio per materiali in acciaio inossidabile dedicato alle serpentine per il recupero di calore; il laboratorio comprende: analisi della composizione dei materiali grezzi e prove spettrografiche, che garantiscono la conformità dei nostri materiali grezzi ai requisiti RoHS e agli standard applicabili. Prova di corrosione puntuale per valutare la resistenza alla corrosione di diversi tipi di acciaio inossidabile; prova metallografica per determinare le variazioni nella composizione chimica dei materiali grezzi e dei materiali dopo la saldatura. Prova di trazione per valutare resistenza, fatica e durezza. Inoltre, eseguiamo prove di fatica e di pressione su ciascun serbatoio, al fine di garantirne la certificazione.

 EN
EN
 CS
CS
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 IT
IT
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 SK
SK
 UK
UK
 HU
HU
 TR
TR
 GA
GA